前言:德国Foerster,涡流漏磁焊点检测设备,

德国Foerster涡流焊点检测设备(便携式---工业笔记本一体机)
德国Foerster涡流焊点检测设备NPF-V110,**一体化设备、无需耦合介质,通过电磁感应的方法判断焊核的实际大小,非焊核区域电磁阻力会骤然降低。
技术特点
A 涡流技术直接分析焊点材质在焊接后的变化程度,虚焊粘焊有着极高的检出率。
B 检测数据量化:直接计算熔核直径;热影响区域直径;相对焊点强度。
C 电磁感应技术,检测时无需在焊点表面涂抹任何中间介质,如耦合剂或者油脂。
D检测数据信赖率(仪器检测值与切割检查实测值平均偏差不超过5%、极限偏差不超过10%,且仪器检测值≤切割检查实测值)93%以上
**级平台使用军用级笔记本电脑作为载体,没有任何外露的电子部件,提供充足续航力的同时,三防性能完全满足客户在苛刻环境下的使用。
涡流阵列探头测量中无需更换探头,一个探头几乎可以测量所有的焊点,并模拟成像。探头顶端设有OK和NG指示灯,方便读取。
磁感应技术-无需耦合介质电磁技术的应用,可以非接触测量。对焊点表面要求降低:焊点扭曲,表面电泳层,表面油漆层,都可以直接使用。
自动化-工业4.0提供极快的检测速度,每个焊点检测时间小于5秒。可以实现机械手臂测量,为自动化而生。


当所有的焊点被量化后,我们可以清晰得到在焊接过程中,随着电极帽的磨损,焊点强度的变化曲线,使得所有被检测焊点质量情况可控制和可追溯,方便查阅。


涡流漏磁点焊检测仪-中厚板、高强度钢和热成型钢中优异表现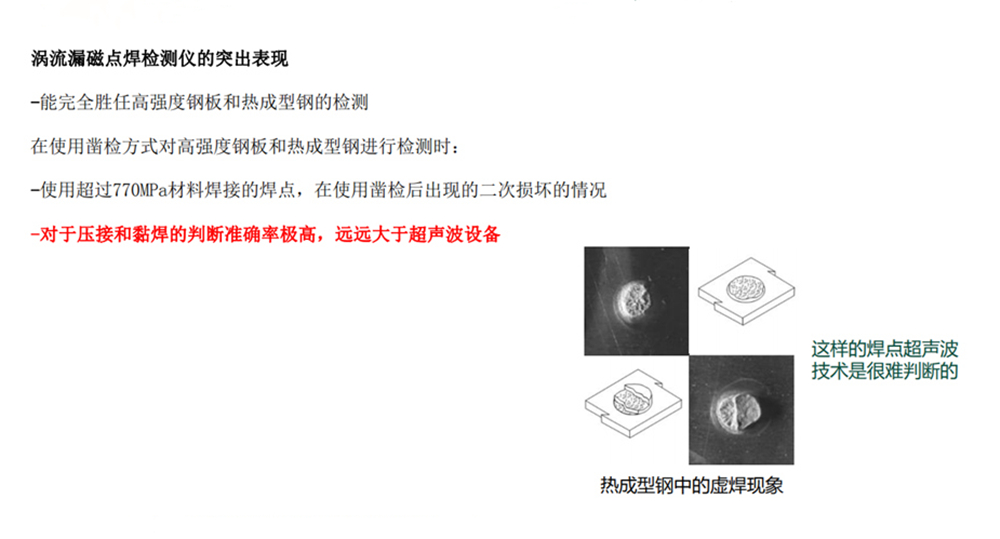
数据参数
| 基本参数 | 工作环境温度 | 电脑:-21°C至60°C 涡流漏磁主机:-5°-50° |
| 屏幕 | 11.6"TFT LCD HD(1366x768) LumiBond?显示器800nits强光下可读高亮度技术 电容式多点触控荧屏 | |
| 操作方法 | 无需涂抹耦合剂直接检测 | |
| 外观尺寸 | 316*237*71mm | |
| 重量 | 2.98KG | |
| 电源电压 | AYC 110-240V 50Hz电源适配器 | |
| 电池续航时间 | 待机48小时 | |
| 图像化处理 | 检测工作原理 | 涡流漏磁技术(电磁) |
| 成像模式 | 实时动态检测数据,模拟成像 | |
| 收发器 | 收发通道数 | 多通道磁感应线圈收发信号 |
| 系统主板 | 系统的集成化 | 工业笔记本一体机(无需在倒换数据) |
| 操作系统 | Windows8或Windows10 | |
| 探头 | 晶片数/阵列特征 | 阵列线圈探头 |
| 频率 | 交换电源激发阵列线圈 | |
| 深槽焊点探头 | 选配L型探头 | |
| 检测焊点层数 | 二层、三层、四层板材 | |
| 适用材料 | 喷涂前后工件、镀锌板、普通钢板、高强度钢、热成型钢 | |
| 监控关键指标 | OK和NG、焊核直径、HAZ直径、焊点相对强度、焊点大小成像图 | |
| 可检叠层厚度 | 0-10.5毫米 有效探头覆盖宽度11毫米 | |
| 检测速度 | 1-3秒/每点 | |
| 开机速度 | 30秒内 | |
| 单层顶层板检测厚度范围 | 0.1-3.5mm(钢材) | |
| 随机检测模式 | 检测面板厚度自动检测校 | 破拆值对比校准,更** |
| 结果判断模式 | OK和NG 可计算融合焊核直径 热影响区域直径 焊点相对强度 完全数据化 多种闸门设定 自动评判 | |
| 数据报告导出 | Excel、CSV、XPS、PDF | |
| 快捷检测工件数据标准管理 | 向导模式,检测数据管理模式,自由编辑检测计划 | |
| 检测焊点数据桌面分析 | 检测完测量数据分析,可以提高焊接工艺 | |
| 检测数据同步 | 能与公司管理系统对接,检查结果自动上传 | |